Drilling steel can be a difficult task, time consuming and frustrating. This article shows the key differences and reasons between Core Drilling and Twist Drilling.
- The principle with a core drill is 'More with Less'. The
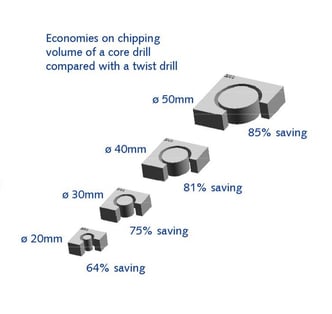 Core Drill removes only a fraction of the material of a twist drill, for the same size hole. The remaining core is ejected as the drilling process finishes. For example; 50mm Diameter hole - the core drill only removes 15% of the material to create the hole, with a similar amount of force required to drill a 30mm hole. The twist drill requires a huge amount of torque and drilling force, removing all of the material of that hole size, taking extra time and effort. Core Drilling means 'Drilling easier for longer'.
Core Drill removes only a fraction of the material of a twist drill, for the same size hole. The remaining core is ejected as the drilling process finishes. For example; 50mm Diameter hole - the core drill only removes 15% of the material to create the hole, with a similar amount of force required to drill a 30mm hole. The twist drill requires a huge amount of torque and drilling force, removing all of the material of that hole size, taking extra time and effort. Core Drilling means 'Drilling easier for longer'. - The core drill requires minimal torque and feed pressure in comparison to a twist drill. This converts to less drilling time and physical exertion. The finished result from the core drill is more accurate due to less feed pressure and heat build up. A superior finish will save time and money, along with savings to be had with less motor strain.
- No pre-drill is required. With twist drills it is often necessary to pre-drill the hole in order to locate the center and to progressively reach the diameter required. This is not necessary with a core drill, as the ejector pin locates the center, and you can cut the finished size hole, first go!
- Cooling of the core drill is far more effective. The coolant flow, from the top of the cutter is centrifugally spread down the inside of the cutter, reaching the cutting tip. The coolant is kept on the cutting tip, effectively cooling, cleaning, and lubricating. This increases the life of the core drill. Cooling of the twist drill creates over-spray and mess. Continual external application of coolant to the tip is required, with heat build-up a constant challenge.
Core Drilling 'Drills easier for longer'