Why is the cutting tube so different to solid?
Much of the cutting of tubes in the fabrication & welding industry is cut by bandsaws and this can be done quite economically.
The reason for this is that they are designed to hold a bundle of tubes (nesting) so that many tubes can be cut at the same time (preferably with bundle clamps). Cold saws can be used but they are limited in the size of the material that they can cut. Also, the blade is thicker, so more material is removed during cutting.
As we would say the bandsaw is the ‘workhorse’ in the fabrication industry and it is usually found in every workshop and comes in a large range of sizes even down to portable machines that the tradesmen take to site.
Cutting tube.
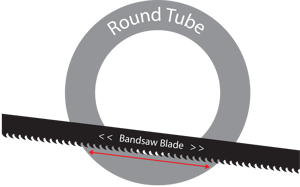
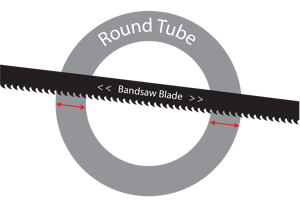
Sawing tube and pipe is more difficult than sawing a solid bar and plate because the saw blade is doing two types of cuts. To explain this: As the blade enters or exits the tube, it is cutting a large section of steel very similar to solid (see diagram 1). As the blade cuts through the middle of the workpiece and penetrates the inner wall of the hollow, it is cutting two thin solids with a space between them (see diagram 2). We call this an interrupted cut. See below diagram to explain this:
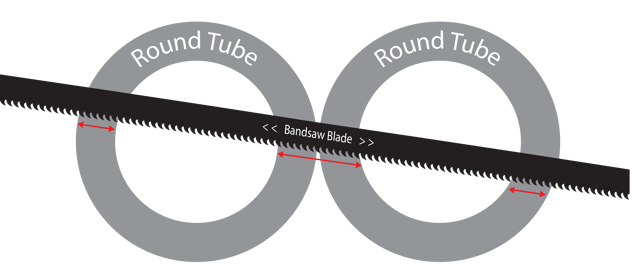
When cutting tubes in bundles it is more complicated again as it increases the interruption for the blade. However, the biggest issue that saw operators face with bundle cutting is movement between workpieces. See below on ‘Vice Pressure’ to help with this issue.
So what should I do when cutting tube?
Choose the right blade
This leads to what blade do I use for cutting tubes versus solid? Consideration needs to be given to the size of the material being cut and the type of material, so blade manufacturers make a range of blades to suit various materials with different numbers of teeth to suit the size of your material that you are going to cut. They provide handy tables for each type of blade, so you know which one to choose, if you are cutting bundles at a time a different table applies. Check out our Tooth Selection Guide
Bandsaw settings
Even with the correct blade, the saw must be adjusted properly to cut the tube and pipe successfully.
- Vice Pressure. When a bundle of round pieces is being cut, the blade can cause the inside pieces to spin as it passes over them, not cutting them and abruptly leading to damaged teeth or a broken blade. Tightening the vice can stop the rotation, but be careful with thin wall tubes, a variable vice pressure control can help with this. We would always suggest a bundle clamp for pack cutting. This is a clamp that applies pressure from the top down meaning the pack has pressure from all 4 sides. An alternative is to weld the pipe ends together, which prevents movement of the tube.
- Coolant application. Another sawing problem can occur with stacked stock if the cutting fluid is not flowing into the cut properly. A bundle of tubing or pipe has numerous cavities where the coolant can be diverted, keeping it from reaching the cut. If coolant is not evenly supplied to both sides of the cut, the blade will deflect, resulting in an inaccurate cut. One possible way to solve the problem is to use a saw that applies coolant through the saw blade guides so the blade pulls the coolant into the cut. Otherwise the easiest way is setting the flow rate for maximum flow also helps ensure that sufficient coolant is reaching the sawing area. It not only lubricates the blade; it also washes away any errant chips caught in the spaces in the stack.
- Band speed. This must be matched to the work material. Too fast band speed will cause the blade to overheat, soften, and dull the teeth quickly. Too slowly reduces cutting time and also increases tooth load to make work spinning and tooth stripping more likely.
- Feed Force. Feed force also is a factor in determining cutting rate. Inadequate feed force, at best, reduces the cutting rate and, at worst, causes work hardening. Excessive feed force, like low band speed, increases tooth load and makes spinning and stripping more likely.
Want to learn more?
